りん酸処理の風合いを塗装で実現
ORIGINAL PAINTING
バラつきがあってコントロールが大変難しいりん酸処理の複雑な模様を、粉体塗装で安定的に再現することに成功しました!
新製品『パウダースパングル』をご採用いただくことで、①形状制約がなくなる、②品質が安定する、③施工現場での取り扱いが容易になるなど、
りん酸処理で起こり得るトラブルを未然に防止することができます。
「パウダースパングル」~りん酸処理の風合いを粉体塗装で表現します~
表1. りん酸処理とパウダースパングルの特徴比較表
ドブめっき処理
【従来】りん酸処理 | 【新規】パウダースパングル(りん酸処理風粉体塗装) |
|---|---|
①ドブめっき処理必須 ⇒ スチール以外の母材は不可 | ①金属素材はすべて対応可 鉄・アルミ・亜鉛めっき鋼材、SUS |
②薄板は変形・歪みの問題発生 400℃めっき浴浸漬処理 | ②板厚みは薄板 ~ 厚板t65㎜対応可能 歪みは最小限(200℃加熱) |
模様発現
【従来】りん酸処理 | 【新規】パウダースパングル(りん酸処理風粉体塗装) |
|---|---|
③厚板t6mm以上はスパングル模様なく、より黒っぽい色調に仕上がる傾向 | ③母材の板厚や形状に関係無く、統一感のある模様を形成する事が出来る |
④薄板であっても模様や色調にバラツキが大きく、パネル取替え頻度など歩留まりが悪い | ④模様や色調のバラツキは小さく、歩留まりが良い |
傷
【従来】りん酸処理 | 【新規】パウダースパングル(りん酸処理風粉体塗装) |
|---|---|
⑤輸送・施工で傷が発生し易い | ⑤強靭な塗膜により輸送・施工で傷が発生し難い |
⑥経年でタッチアップ部が目立つので補修は最少限にするのが望ましい | ⑥経年でタッチアップ部が若干目立つので補修は最少限にするのが望ましい |
経年劣化
【従来】りん酸処理 | 【新規】パウダースパングル(りん酸処理風粉体塗装) |
|---|---|
⑦現場保管中や屋外設置後初期に白錆発生リスク高い | ⑦塗装品であり、初期の白錆発生は無い |
⑧亜鉛の腐食によりシールの付着切れが発生するリスクがある | ⑧付着切れのリスクは少ない(塗膜とシールとの事前検証は必要) |
⑨塩害などの腐食環境で 白錆 ⇒ 赤錆リスク | ⑨適切な素地調整との組合せで塩害にも強い |
⑩長期暴露でめっき消耗し赤変色リスク(合金層の露出・鉄素地の露出) | ⑩長期暴露で若干の色褪せあるも著しい劣化は無し。塗料種を選択する事で屋外耐久性グレード選択可能。(ふっ素ハイブリッド・ポリエステル粉体塗装) |

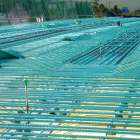
パウダースパングル 施工実績1

パウダースパングル 施工実績2
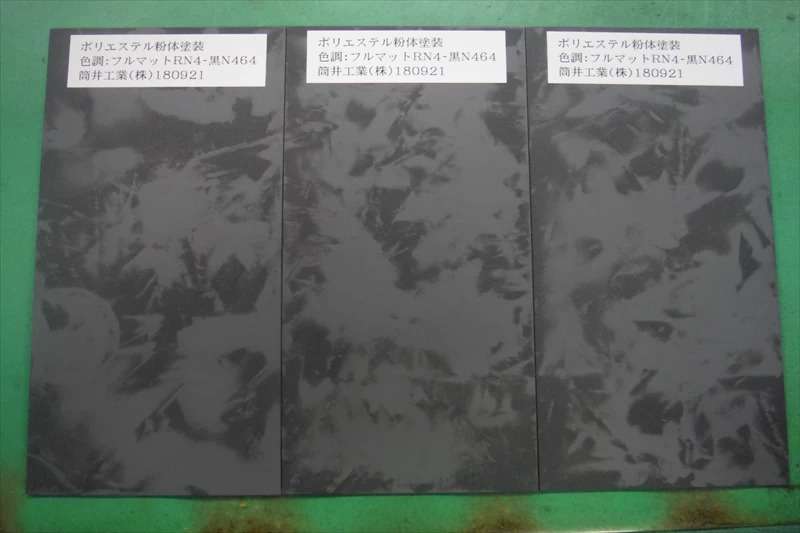
パウダースパングル色見本1

パウダースパングル色見本2

有限会社フォルム新築工事

北条区民会館新築工事
塗膜性能試験
試験項目 | 試験方法 | 試験条件 | 性能 |
|---|---|---|---|
密着性 (碁盤目試験) | JIS K5400 3.5 | 1mm角 100個 | 100/100 |
耐衝撃性 | JIS K54008.5.2 | デュポン式 | 50㎝500g |
硬度 | JIS K54008.4.2 | 三菱鉛筆ユニ(手かき法) | H |
耐アルカリ性 | JIS K5400 8.21 | 5% NaOH 20℃ 120時間 | 良好 |
耐酸 | JIS K5400 8.22 | 5% H2SO4 20℃ 120時間 | 良好 |
耐汚染性 | JIS K5400 8.10 | 黒マジックインキ 36時間 | 若干あと残る |
耐塩水噴霧 | JIS K5400 9.1 | 5%NaCl 35℃ 500時間 | 3mm以内 クロスカット片側剥離幅 |
耐沸水性 | JIS K5400 8.20 | 沸騰水中 2時間 | 良好 |
促進耐候試験 | JIS K5400 9.8.1 | サンシャイン ウエザオメーター | 200H 95% 400H 75% 600H 50% |
塗装仕様
(1)素地前処理(脱脂・化成被膜)
(2)下塗り 静電粉体塗装(塗料:ポリエステル系粉体塗料)
(3)180℃ 10分間 焼付け
(4)上塗り 静電粉体塗装(塗料:ポリエステル系粉体塗料)
(5)180℃ 20分間 焼付け
同じカテゴリーのページ
SAME CATEGORY